AN EARLY WARNING SYSTEM FOR DAMAGED BELTS
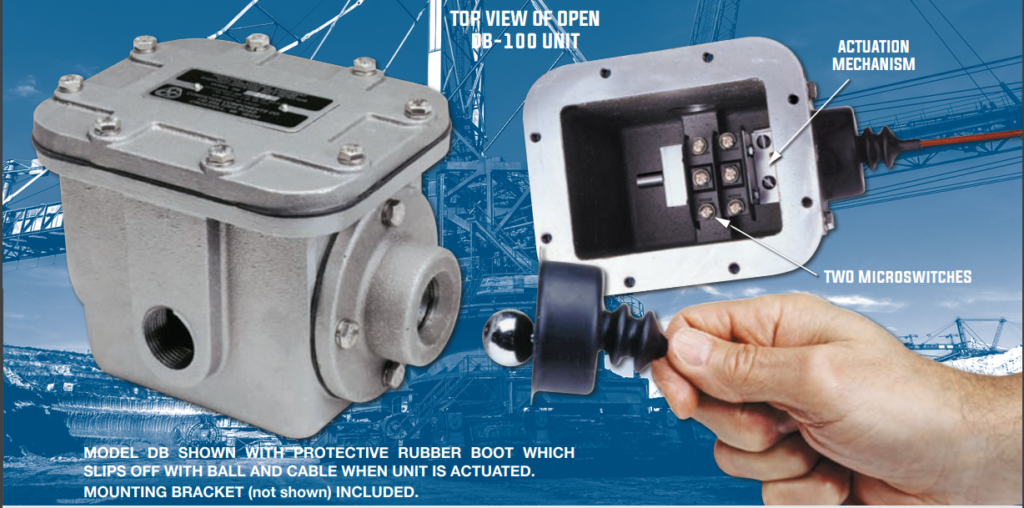
Get an extra measure of protection for valuable conveyor belts with these new Damaged Belt Detectors. Economical and easy to install, they warn supervisory personnel of impending belt failures due to rips, punctures, splice failures, or sharp objects protruding through the belt fabric. Damaged Belt Detectors mount in pairs positioned on either side of the belt. The units are connected by two spans of vinyl coated aircraft cable. One end of the cable mounts permanently to a support bracket and the other connects to a spring-loaded ball located in the unit. The cables loop underneath the belt from each side crossing at the midpoint. A belt problem is detected when an object or a piece of damaged belt hangs below the belt’s surface and sweeps away one or both cables. As the cable is detached, it pulls a spring-loaded ball out of a socket, causing two microswitches to sound an alarm or to shut down the conveyor. One end of each cable is permanently affixed to the bracket preventing the loss of the cable. It’s simple, effective, and it gives that extra warning of possible belt failure. But, even though the idea is simple, these detectors are not lightweights. They’re rugged, heavy duty units that are designed to work in any industrial environment including hazardous locations. So check out the cost/benefit ratio on this valuable detection system. Like a good insurance policy, it’s protection you can’t afford to be without.
EASY TO MAINTAIN

Damaged Belt Detectors are virtually maintenance free — thanks to their simple, yet tough construction. The units can be wired normally open or normally closed. Everything you need to install your system is included, and accessory or replacement items are always available for immediate shipment.
COST EFFECTIVE
When you consider the cost of the average replacement belt, or the cost of repairing the mechanical damage from a torn belt, a damage detection system is very inexpensive by comparison. Other than internally wired belts (tears are electronically indicated), there’s nothing like this system available in the U.S. It’s a lot of protection for very little cost.

HOW IT OPERATES
The Damaged Belt Detector operates using a spring-loaded ball and socket connected to two plunger type microswitches. As an object hanging below the belt sweeps away the cable, it pulls the ball connector from its socket (only 4 lbs. of force required). When this happens, a spring-loaded shaft is released causing the plungers of the two microswitches to ride down cam surfaces machined on the shaft. This deactuates the switches causing them to sound an alarm, turn on a warning light, or shut down the system. To reactivate the detectors, all that’s required is to snap the ball connector and cable back into its socket.
SPECIFICATIONS
Note: Dual-Rated enclosures also available. Contact Sales for details.
Housing: Aluminum (Standard). Epoxy coating available.
Conduit Opening: Two 1” NPT. Standard units and explosion proof models have two conduit openings.
External Hardware: Stainless Steel.
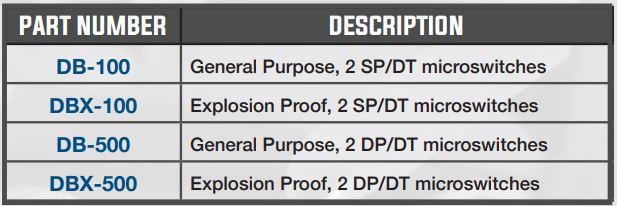
Switches: SP/DT microswitch. Rated 20 amp at 125, 250 or 480V AC, 1/2 Amp 125 VDC; 1/4 Amp 250 VDC. Controls may be wired for single throw operation, either normally open or normally closed as required. DP/DT microswitches also available.
INSTALLATION NOTES
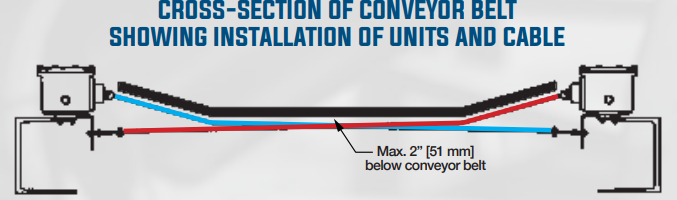
When installing a Damaged Belt Detection system on your conveyor, the following points should be considered: • The force required to extract the ball end of the pull cable from a detector unit increases proportionally with the distance from the detector. Therefore, the Cable extending beyond the midpoint of the opposite side, is considered inactive for damaged detection purposes. Thus, a second unit is mounted opposite the first to effectively cover this inactive section. (See accompanying drawing.) • A damaged portion of a belt may in certain instances be confined to the top surface of the belt. This renders it undetectable by a system mounted between belt surfaces. However, this damaged section will fall below the surface on the belt’s return run. In order to detect this type of damage to a belt, a second detection system can be installed below the return belt’s surface. This will provide even more reliable protection for your belt systems. • Detection units must be mounted high enough for the cables to cover the entire active area under the belt. In other words, the cables must follow the contour of the belt closely enough to detect damaged sections of the belt both at the center or near the edge.